

 日本では、ツーリングカーレース(TSクラス)のベース車としても大きな成功を収めており、生産中止後も非常な長期に渡ってレースフィールドで強豪モデルとしての地位を保ち続けたことでも知られる。110型系の生産中止後、その重量と寸法の増大から後継の210型系での開発・出走を嫌った多くのユーザーからの「請願」により、数度のホモロゲーション延長が行われているが、これは車両の進化が速いレースの世界にあっては極めて異例の措置である。レース用にチューニングされたA型エンジンは、燃料噴射装置の効果もあり、自然吸気のOHV1,300cc から、その末期には175馬力/約10,000rpmを搾り出しており、何の変哲もない実用向けの原設計からは想像しがたいほどの驚異的なポテンシャルを見せた。また軽量で運動性が良く、空気抵抗の少ない車体や、旧態依然としたリーフスプリングに吊られたリジッドアクスルながら、高いトラクションとコーナリング性能を発揮する足回りなどとの相乗効果で新鋭のDOHCマシンを下す場面もあった。前述のとおり210型系では積極的なレース活動は行われていないが、310型系のツーリングカーにこの資産は引き継がれている。
日本では、ツーリングカーレース(TSクラス)のベース車としても大きな成功を収めており、生産中止後も非常な長期に渡ってレースフィールドで強豪モデルとしての地位を保ち続けたことでも知られる。110型系の生産中止後、その重量と寸法の増大から後継の210型系での開発・出走を嫌った多くのユーザーからの「請願」により、数度のホモロゲーション延長が行われているが、これは車両の進化が速いレースの世界にあっては極めて異例の措置である。レース用にチューニングされたA型エンジンは、燃料噴射装置の効果もあり、自然吸気のOHV1,300cc から、その末期には175馬力/約10,000rpmを搾り出しており、何の変哲もない実用向けの原設計からは想像しがたいほどの驚異的なポテンシャルを見せた。また軽量で運動性が良く、空気抵抗の少ない車体や、旧態依然としたリーフスプリングに吊られたリジッドアクスルながら、高いトラクションとコーナリング性能を発揮する足回りなどとの相乗効果で新鋭のDOHCマシンを下す場面もあった。前述のとおり210型系では積極的なレース活動は行われていないが、310型系のツーリングカーにこの資産は引き継がれている。
- 1970年11月23日 - 「全日本富士ストックカー200マイルレース」TS1300クラスでレースデビュー。優勝。ドライバーは鈴木誠一。鈴木誠一が設立者の一人である東名自動車からのプライベートエントリー。
- 1973年5月 - 「'73日本グランプリ」TS aクラスにて「エクセレントクーペ」優勝。ドライバーは北野元。その後、B210型の登場後もB110型は1982年までレースで活動を続けた。
- 1974年5月 - 「74全日本選手権鈴鹿フォーミュラレース」SS1クラスにて「サニークーペ」優勝。
- 1974年11月 - 「74 JAFグランプリ」SS1クラスにて「サニークーペ」1 - 2位獲得。
- 1975年5月 - 「75日本グランプリ」TSクラスにて「サニークーペ」2位獲得。
- 1977年6月 - 「JAF富士グランプリ」TSクラスにて「サニークーペ」2位獲得。
ウィキペディアより
 田口 サニー エンジン製作
田口 サニー エンジン製作
2014年 末に A12エンジンの製作依頼されました。
前回製作したエンジンはサーキット 走行時エンジンブローし 残念な結果に終わってしまいましたが、是非リベンジしたいというオーナーの強い希望によって 今回のエンジンはかなり気合の入ったエンジンに仕上ました。
前回のエンジンの最大の不満点は水温の上昇が早く通常走行でも 常に気になっていたようです
今回の作業は単にレースエンジンを作ると言う事ではなく 水温上昇の原因追及とその対策、思いっきり
レースを楽しめる事 そして前回よりもエンジンパワーを上げる事。
レース用ヘッドの製作
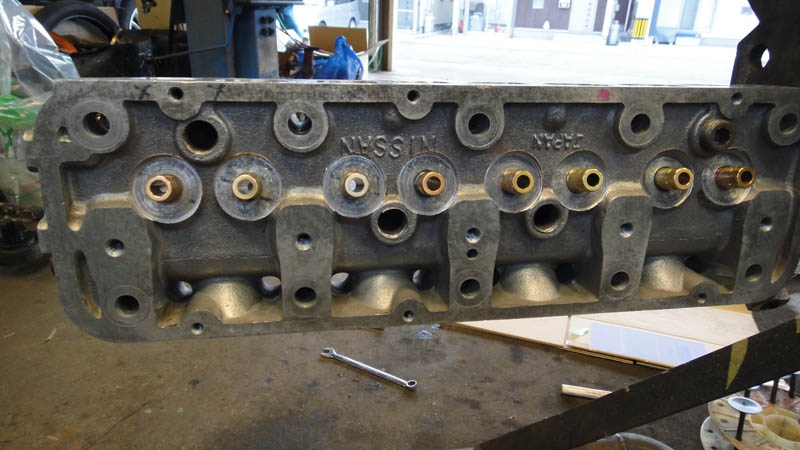

ベースとなったヘッドはポート形状が楕円になっていて 大きく レースで使用するにはポート内の流速が下がり易くレスポンスが悪い コーナーでの立ち上がりが遅い等の問題があり 各ショップでは溶接でポートを埋めて丸ポートに変更して使用しているようです、しかし今回はあえて楕円ポートで製作しました。
それは 0.1秒を争う 過激なレースではない事 丸ポートに変更する予算を他の場所に回した方が効果が得られる事 等を考えたからです。
 バルブガイドは 7mmステム用 特注 PBB材質で製作し 熱伝導性と耐焼付き性を向上させています。
バルブガイドは 7mmステム用 特注 PBB材質で製作し 熱伝導性と耐焼付き性を向上させています。
バルブは亀有エンジンワークス製 IN40mm EX 37mm ステム径7mm 使用。
そして専用バルブキャップ 専用スプリングシート ステムシールは7mm専用を使用しています。
バルブスプリングも亀有製 セット過重43kg リフト量13mm対応 10000rpmを可能にしています。
更に高回転 重視でチタンリテーナー 30300円 強化ロッカーシャフト 等の予算をお願いしました。
 数回の燃焼室容積合わせとヘッド面研を繰り返し
数回の燃焼室容積合わせとヘッド面研を繰り返し
1番から4番までの燃焼室を22.4ccに合わせました
ヘット容積 22.4cc ヘッドガスケット 0.8mm 圧縮比 12.3:1
圧縮比の計算では バルブリセス ピストントップランド等の計算は勿論ですが
ピストンリング上部の容積も計測して計算しています。


ブロック周りの制作
 A12ブロックを亀有ピストンに合わせてボーリングします。
A12ブロックを亀有ピストンに合わせてボーリングします。
今回は亀有製 77mm鍛造ハイコンプピストン 80000円を使用しました。
亀有製品は非常に物が良く良心的で好評です。
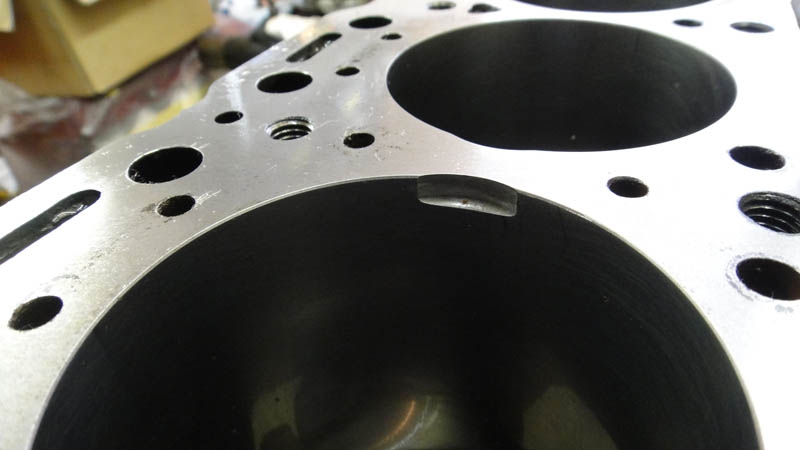
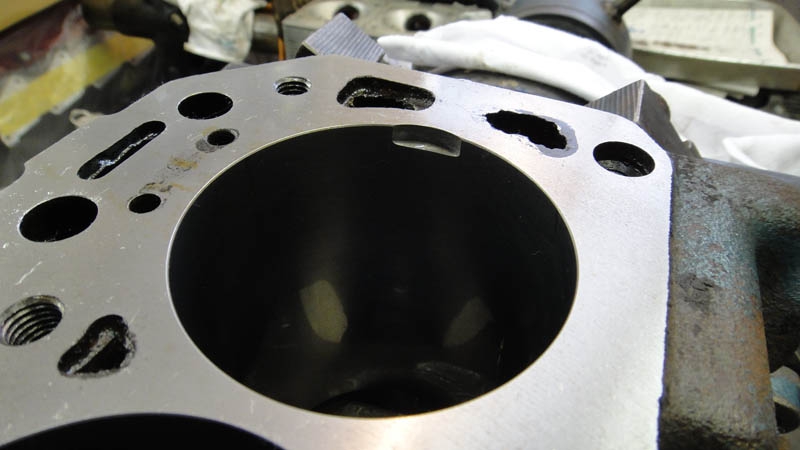
ボーリング時に忘れられないのは EXバルブの逃げ加工です。
加工忘れると一瞬でエンジンブローです。
写真で確認できます、この加工は4箇所必要です。
クランクの組み付け
亀有 推薦 強化 クランクメタルとコンロットメタルを組みつけています。

クランクキャップボルトも 勿論強化タイプ使用です。

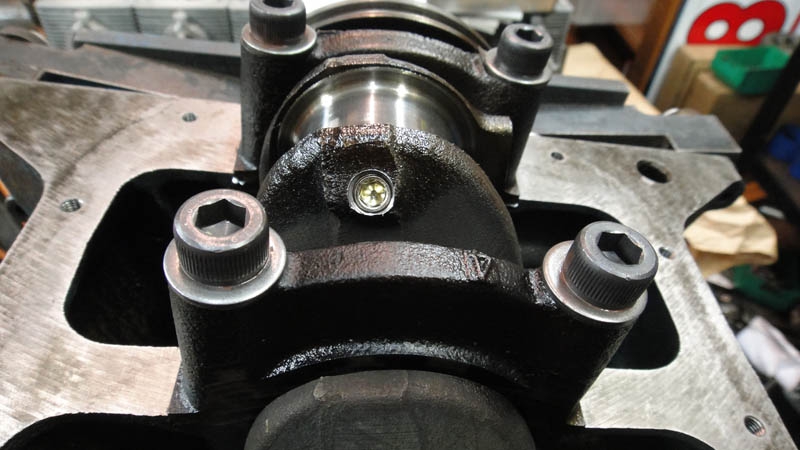
クランクのバランス取りをしています、削られた箇所が分かりますか?

次にクランクオイル穴広大加工 面取り仕上げ 確認できますか?
この様な加工は地味な加工ですが、高回転 高負荷時に必要で大変重要な加工と言えます。

ピストン組み付け
 レース用強化 軽量 Hコンロットです たいへん高価です。
レース用強化 軽量 Hコンロットです たいへん高価です。
皆さん見えない部分には余りお金かけませんが、
本来レース仕様は 当たり前に使っています。
強化であって軽量でなければいけない物が多く高価なんです。
コンロットもピストンもカッコいいですね ピストンのスカートは側圧方向だけのタイプで軽量と摩擦低減
の目的と思います。機械加工された部分は必ず面取り加工をする必要が有ります。


ピストンが組みつけられています。ピストンリングの合口隙間も規定の処理を行っています。


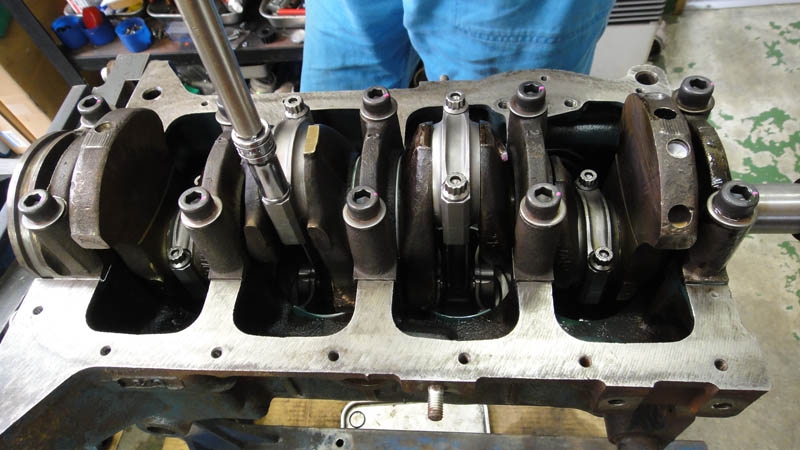 Hコンのキャップが規定トルクで締め付けられていきます。
Hコンのキャップが規定トルクで締め付けられていきます。
組付けには細心の注意が必要です。
ネジやワッシャーの部分には必ず齧り防止のグリスを使い
同じテンションで締め付けられる様にしています。
ヘッドの組み付け
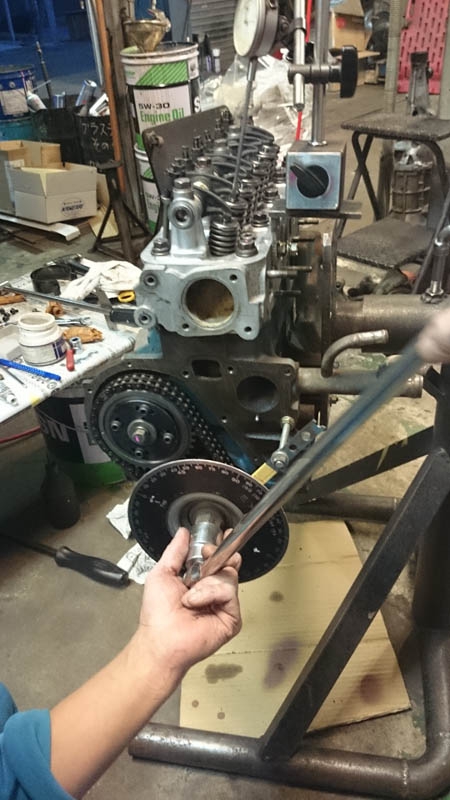
ヘッドが組みつけられました、ピストン上死点を確認してバルブタイミングの調整に入ります。

ここからは 更に注意力を集中させて バルブタイミング調整します。
組み込んだカムシャフトのバルブリフトの実測 ピストンとバルブのクリアランス確認等を行います。
前回使用していた カムシャフトは 80Aと刻印されていました、このカムシャフトは規定の中心角でバルブタイミングを取ると インテークバルブとピストンが0,18mmまで接近してしまい とても組めるような状態でないことが判明しました。
パワーを上げる為に燃焼室を浅くとる必要が有りますが バルブとピストンが接近する危険な状態になる事も考慮する必要が有り 微妙な関係にあります。
オーナーの手持ちでもう一本カムシャフトが有り そのカムシャフトは作用角は80Aより低いのですが バルブリフト量が高く 全体でのトルクアップが期待できます。
そしてピストンとの接近は最大で1,75mmでオーバーレブを注意すれば十分使用可能なカムシャフトでしたので決定しました。
中心角 IN EX 友に104度 0,6mmリフト時の作用角は 72度位ですので高回転も期待できます。

 写真のコメント 写真のコメント |  写真のコメント 写真のコメント |  写真のコメント 写真のコメント |
 写真のコメント 写真のコメント | 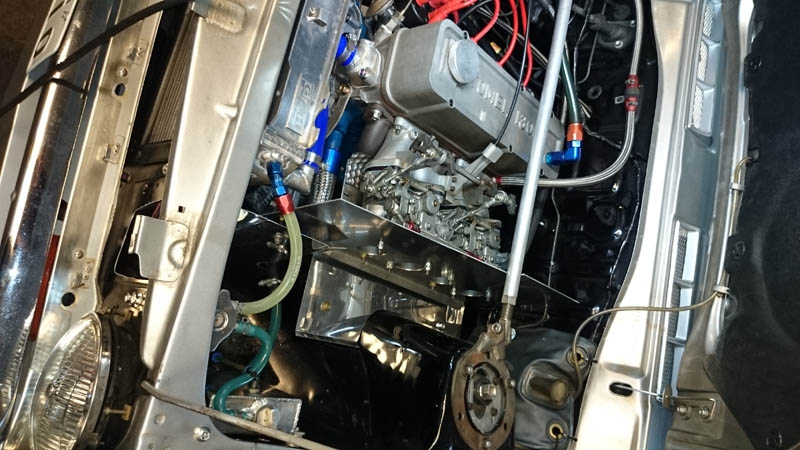 写真のコメント 写真のコメント |